

Lors de la conception du dépôt et de l'installation du pont tournant Roco, certaines voies d'accès n'ont pas été disposées dans l'alignement des voies de la rotonde Faller, l'angle imposé par les 9 stalles de ce bâtiment (15 degrés chacune) n'étant pas compatible avec l'angle des quatre voies principales d'accès (9 degrés). A l'époque, je n'avais pas trouvé de solution compte tenu du faible entraxe des quatre voies et des contraintes liées à l'implantation du parc à combustibles. Par ailleurs, la transposition à l'échelle HO d'un dépôt vapeur/diesel avec PT et rotonde prenait beaucoup de place, et il fallait tout loger!!!!!!
Aujourd'hui, je réalise que cette disposition non conforme à la réalité pose des problèmes et complique les mouvements de locos lors du remisage, imposant des rotations que je peux éviter. C'est ce qui me conduit à revoir le tracé. Compte tenu du travail à réaliser, j'ai pris la précaution de confectionner un gabarit en carton à l'échelle avant de tout casser pour m'assurer que cette modification était possible.
photo ci dessous, tracé actuel

zoom sur le pont

Ci dessous, nouveau tracé, une seule voie d'accès (celle du milieu) se trouve dans l'alignement d'une des voies de la rotonde et ne sera pas modifiée.
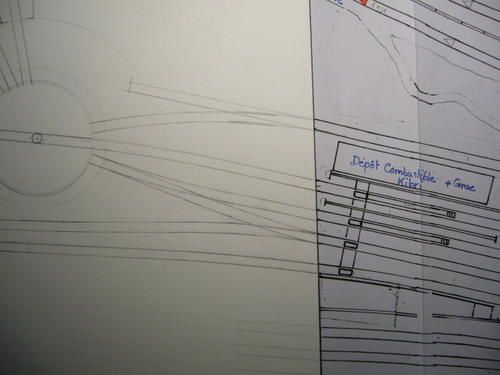
J'ai donc repris les plans d'origine et revu l'implantation . Sur le nouveau tracé ci-dessus (partie gauche) trois voies débouchent sur le pont tournant formant un angle de 15 degrés et sont désormais dans l'alignement des voies de la rotonde. Des aiguillages adaptés à ce schéma devront être construits (fabrication maison) et les voies remplacées. La voie la plus basse sur le plan ne sera plus raccordée au PT, car elle dessert un petit dépôt de carburant pour les locos et autorails diesel. La voie juste au dessus servira au stationnement d'un train de secours/grue. La voie supérieure sur le plan est en impasse, et devra être également refaite pour raccorder le PT avec un angle de 15°, avec ajout d'un aiguillage desservant une voie en tiroir.

ci dessus, premier test de pose d'une portion de voie intégrant les deux aiguillages en construction. Le PT sera desservi par deux voies principales désormais, une pour l'entrée, et une pour la sortie. L'aiguillage de gauche sera supprimé.
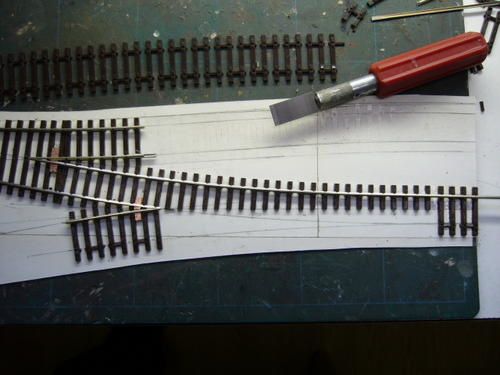
Les travaux ont démarré. Un gabarit à l'échelle 1/1 en carton reproduisant le tracé exact des voies à modifier sert de base à l'assemblage des aiguillages. J'applique le même procédé développé dans des précédents articles, basé sur la découpe de traverses (Roco Line) sur un axe médian. Les petits plots (circuit imprimé de 2 mm d'épaisseur) serviront à souder les pointes de coeur et les lames mobiles/contrerail. A ce stade, les rails ne sont pas encore collés et doivent pouvoir glisser sur leurs attaches pour usinage.

L'utilisation d'un plateau lapidaire équipé d'un disque abrasif est indispensable pour l'usinage des pointes de coeur et des pointes de lames mobiles des aiguillages. Un léger fraisage dans le rail recevant la pointe de lame mobile est nécessaire pour accueillir cette dernière. Cette intervention garantit un passage sans le moindre heurt des essieux sur la pointe d'aiguille.

La pointe effilée de la lame mobile sera percée sur la face interne du talon du rail (0,6 mm) pour loger un petit fil de laiton coudé de même diamètre, qui sera soudé. Ce fil servira à l'articulation des deux lames mobiles reliées à une traverse (motorisation). Au passage, le pied à coulisse bloqué 16,62 mm qui est l'entraxe interne des rails en HO (cote à vérifier tout au long de la construction des aiguillages)
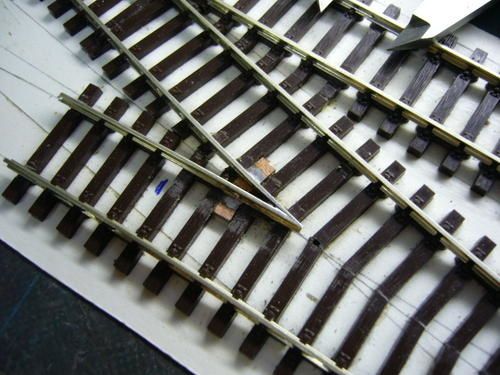
vue rapprochée sur l'une des pointes de coeur. un point de soudure de part et d'autre du circuit imprimé et à l'intérieur des pointes va solidariser l'ensemble. L'utilisation d'un décapant liquide favorise la soudure par capillarité.

un fraisage est nécessaire pour faire sauter les tirefonds à l'emplacement des lames mobiles et des contrerails. L'utilisation de la défonceuse Dremel permet de réaliser ce travail rapidement avec une précision parfaite, dans de bonnes conditions de visibilité. La fraise doit juste effleurer la partie supérieure des traverses.

La lame mobile est réalisée d'une seule pièce et sera coudée pour former le contrerail au niveau de la pointe de coeur. Un deuxième coude à 5 mm du début du contrerail ouvre légèrement ce dernier pour faciliter le passage des essieux. Bien repérer le profil du rail et l'angle du coude avant l'assemblage. Pour faciliter le coude, faire deux incisions légères de part et d'autre sur le talon du rail (utiliser de préférence un mini disque à tronconner)

Les deux lames d'aiguillages sont usinées. Elles seront mobiles sur les 2/3 environ de leur longueur, l'autre tiers constituant la partie fixe à coller, puis à souder. Pour ce faire, un fraisage léger (disque à tronconner) du talon des deux lames améliorera leur flexibilité.

L'opération de collage (cyanolit) est la plus délicate, car elle n'autorise pas d'erreur vu la prise rapide. Une calle de 2 mm d'épaisseur est glissée entre la pointe de coeur et le contrerail. La lame mobile comprenant le contrerail et 1/3 environ de sa longueur sera collée en vérfiant l'entraxe de la voie formée à l'aide du pied à coulisse (ou plus simple une calle de 16,6 mm de large. L'autre lame sera collée ensuite en respectant bien l'entraxe de la voie.
Cet article s'attarde quelque peu sur le mode de fabrication d'aiguillages, et pourra peut-être inciter quelques bricoleurs à s'attaquer à ce travail qui est méticuleux, mais accessible et surtout très économique lorsqu'on connait le prix des appareils de voie du commerce. De plus, on est limité dans la géométrie de ces derniers.
La suite sera consacrée à la finition des aiguillages, le dépôt des voies existantes, la pose et patine des nouvelles voies suivant le tracé établi. RV dans quelques jours.........ou plutôt qq semaines vu le travail à exécuter.........



/image%2F1182624%2F20201206%2Fob_c2491f_p1450777.JPG)