


504
C'est parti pour des travaux portant sur la construction intégrale d'un kit laiton de la marque LSL (Loco Set Loisir) Il s'agit d'une version vapeur de la 230 A Nord confiée par un ami modéliste Thierry.
Je dois dire que j'aborde ce chantier avec un peu d'appréhension, n'ayant jamais "pratiqué" ce type de construction en dehors d'un kit métallique Keyser d'autorail VH Renault dont j'ai décrit les étapes dans de précédents articles.
506
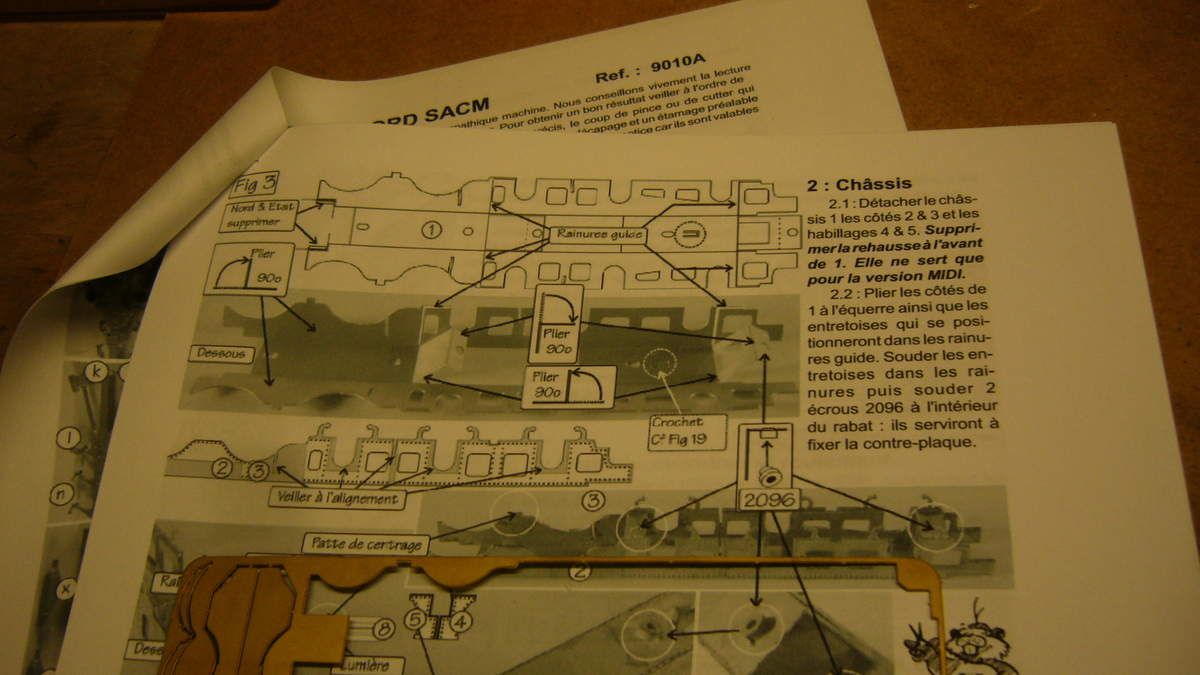
La notice de montage qui comporte pas moins de 12 pages est bien documentée, mais se révèle parfois difficile à comprendre, les images étant peu claires. Aussi, il est recommandé de suivre scrupuleusement les différentes étapes dans l'ordre indiqué.

505
Compte tenu du nombre important de pièces à assembler, j'ai prévu de les regrouper après identification dans une boîte à casiers afin de ne pas en perdre en route.

507
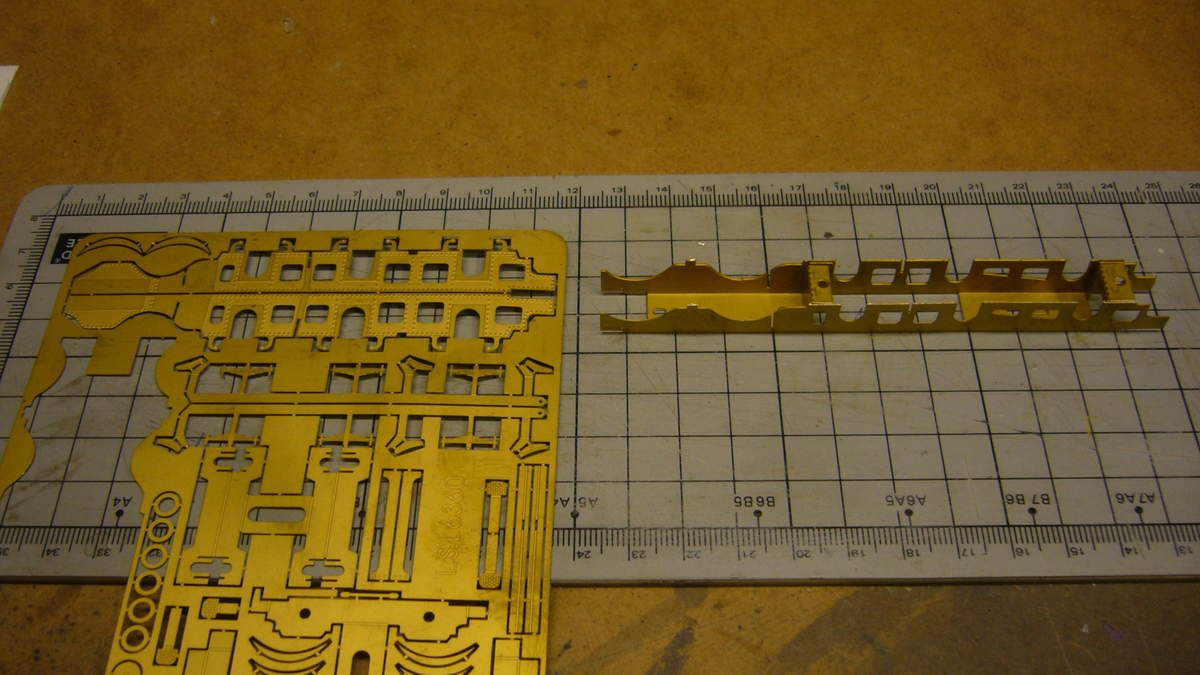
On démarre par le châssis de la loco à détacher de la plaque laiton. Les points d'attache sont soigneusement ébavurés avec une lime fine avant mise en forme. La gravure présente des rainurages qui permet de plier avec précision le châssis avant soudure.
508
Les différentes planches de structure de la loco sont traitées par photogravure dans une plaque de laiton de 4 dixième de mm d'épaisseur, les éléments peuvent être dégagés avec une simple lame de cutter.

509
Les longerons extérieurs doivent ensuite être soudés sur le châssis en veillant à juxtaposer les fenêtres avec précision. Pour ce faire, j'étale avec un pinceau de la soudure liquide (Railcolor AMF 87) sur chaque face et je positionne préalablement chaque élément avec des pincettes aux extrémités pour éviter que les pièces se déplacent au cours de la soudure. J'utilise un fer à souder classique puissant de 80W.

512
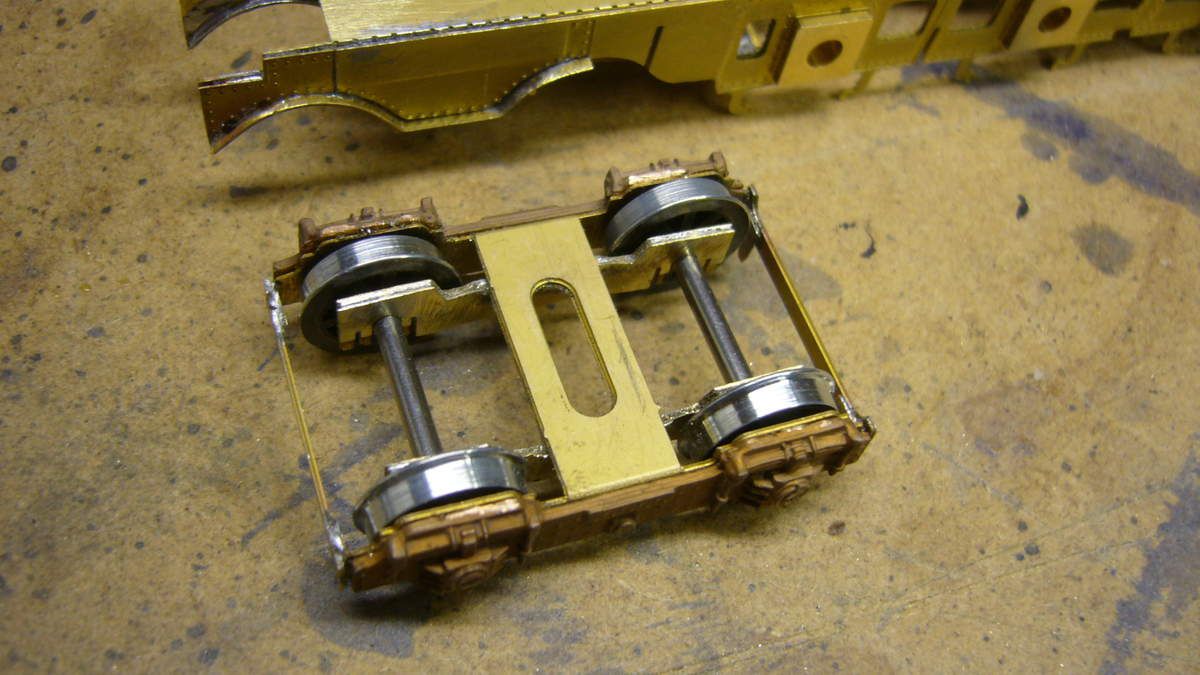
C'est fait, à ce stade il faut vérifier que les paliers en laiton se positionnent correctement dans les passages de boîtes d'essieux, ces derniers devant tourner librement lorsqu'ils seront installés définitivement

513
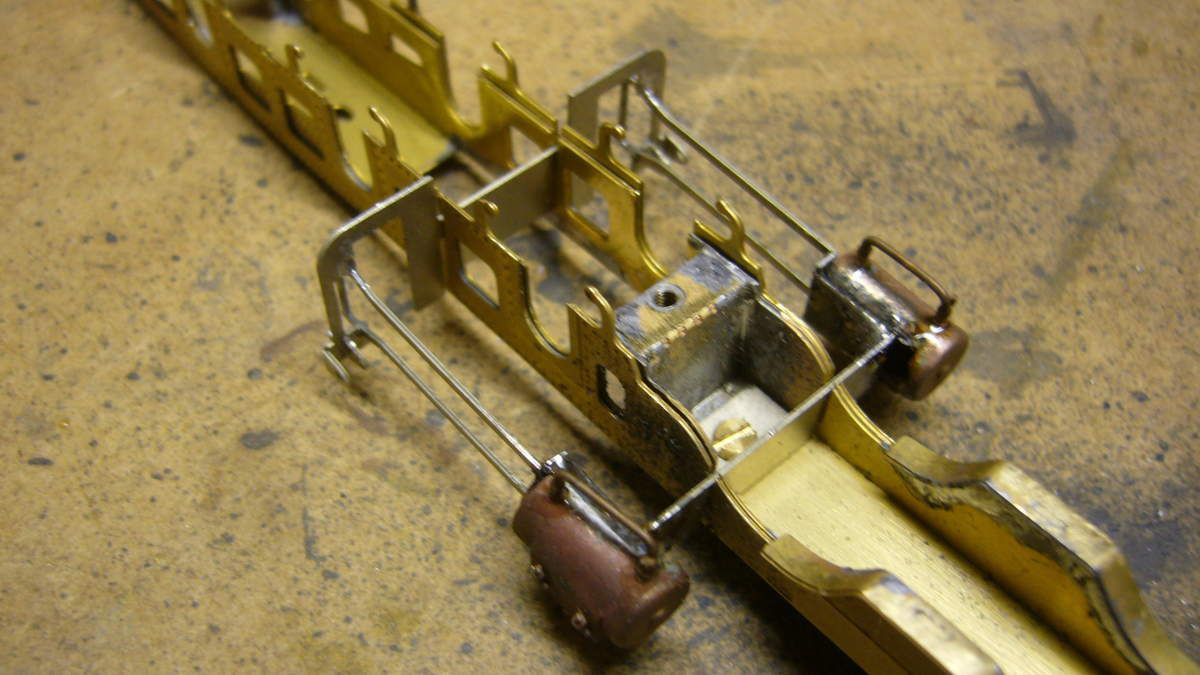
sous le bogie avant de la loco, il faut mettre en forme deux petites pièces faisant office de garde boue qui seront soudées

514
des petites pinces métalliques maintiennent les garde boues le temps de la soudure

515
Deux petites pièces rivetées soudées consolident l'avant du châssis

516
l'étape suivante porte sur la construction du bogie AV constitué de deux pièces mises en forme qui seront ensuite soudées sur leur traverse respective.

517
Préalablement, il convient de vérifier que les essieux tournent librement sur leur support, ce qui nécessite quelques ajustages
519
Les flancs de bogies issus d'un moulage en bronze sont ensuite soudés sur les longerons, ainsi que deux traverses en laiton sur chaque extrémité du bogie

520
j'ai dû fabriquer le timon d'attelage qui manquait dans la boîte, à partir d'une chute de laiton dont les attaches ont été ajustées pour permettre un débattement correct du bogie

521
les pièces d'embiellage sont à détacher d'une plaque maillechort dont les principaux éléments sont à souder l'un contre l'autre pour donner plus de rigididé. Le support de cylindre avec ses glissières est une pièce issue de cette plaque qui doit être pliée soigneusement pour obtenir l'inclinaison adéquate.

525
Pour garantir un vis à vis parfait des trous des bielles d'accouplement, je les maintien le temps de la soudure entre deux forets de 1,8 mm de diamètre fichés dans une planchette en bois dur.
522
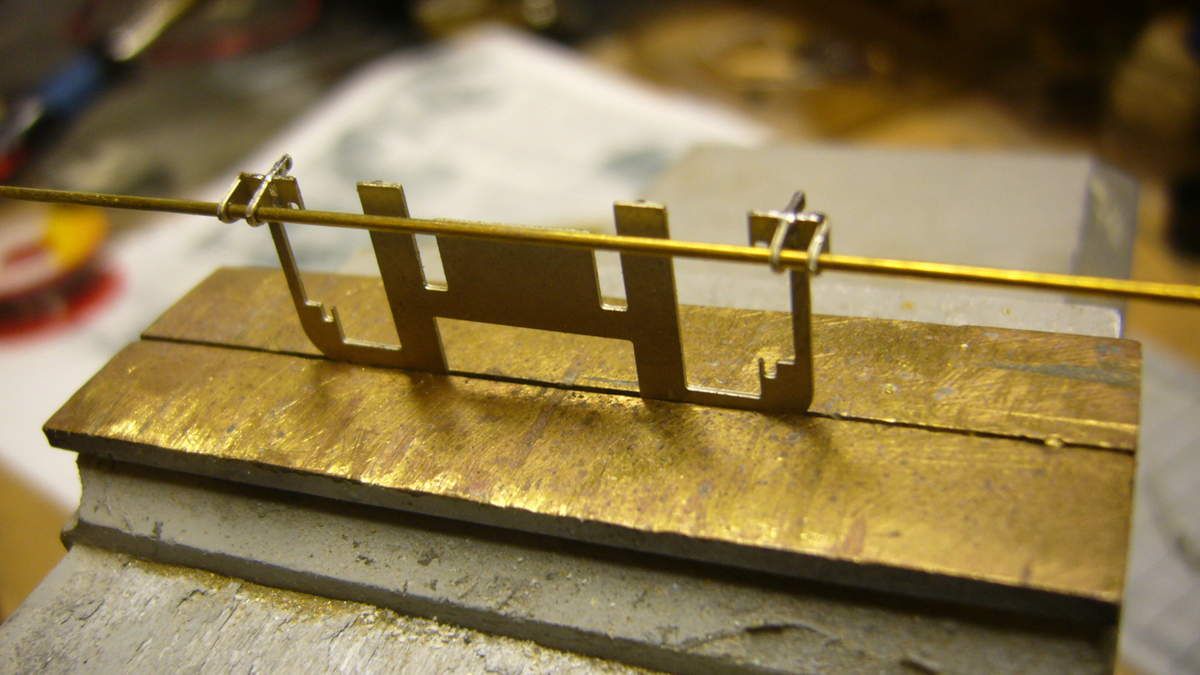
Un second élément (console) destiné à fixer les glissières du tiroir est calé entre les mors d'un étau afin de souder quatre petits supports qui doivent tous être dans le même alignement. Une tige de laiton les traversant facilite leur positionnement au moment de la soudure.

523
Les deux éléments sont ensuite soudés et s'encastrent dans les fentes prévues dans le châssis.
527
Les cylindres peuvent maintenant être soudés sur leur support en respectant l'inclinaison des tiroirs. Préalablement, ils ont été percés avec un foret de 1,2 mm pour la tige de piston et deux trous de 0,8 mm sous chaque cylindre pour fixer les conduits de purgeur

529
Durant toutes ces interventions, il faut vérifier que rien ne dépasse par rapport au tablier qui sera fixé à plat sur le châssis

531
Le montage des roues est facilité par le système d'emboîtement des essieux calés à 90°, il importe de loger les paliers en laiton avant fixation des roues, car celles ci doivent pouvoir être extraites avant l'assemblage de l'embiellage

532
J'ai fabriqué un petit outil pour bloquer les vis de fixation des roues, il importe de vérifier qu'elles tournent sans voile, résultat obtenu après un serrage efficace.

533
Un petit test de roulement confirme que tout est OK, à ce stade d'avancement des travaux, je vais pouvoir attaquer une des étapes les plus délicates de la construction, à savoir l'embiellage, et je dois dire que les croquis disponibles sur la notice ne sont pas très explicites!
Bref, la patience est de rigueur.
A suivre



/image%2F1182624%2F20201206%2Fob_c2491f_p1450777.JPG)